Introducción
El método de Ultrasonido Phased Array (PAUT) es un método avanzado de Ultrasonido. El mismo, a diferencia del ultrasonido convencional, utiliza múltiples cristales ultrasónicos y genera diferentes tiempos de retardo para emitir o recibir ultrasonido. Cada uno de estos cristales se pulsa individualmente con una sincronización calculada por los equipos de PAUT. Cuando estos elementos o cristales se excitan usando diferentes retardos de tiempo, pueden dirigirse en diferentes ángulos, enfocarse a diferentes profundidades o combinarse entre sí a lo largo de una matriz, creando el diseño del haz ultrasónico que necesitemos para nuestro ensayo.
Principios
El haz de un palpador de Phased Array se puede enfocar y diseñar para barrer electrónicamente la pieza a inspeccionar sin mover el palpador. Esta ya es una gran diferencia respecto de los palpadores de ultrasonido convencional. Los palpadores convencionales deben moverse y girarse para cubrir la zona a inspeccionar, mientras que para PAUT, no es necesario.
Figura 1: Ultrasonido Convencional
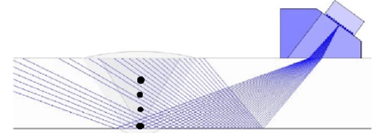
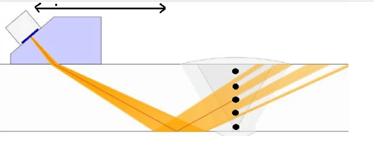
Figura 2: Phased Array
Los palpadores PAUT se pueden usar manualmente para la inspección de una costura luego de una reparación. También es posible conectarlo a un crawler para registrar la posición y, de este modo, tener un registro como el de una radiografía digital, o montarse en un escáner semiautomático, utilizándose en general para inspecciones en construcciones de pipelines. El método de PUAT es utilizado, al igual que el ultrasonido convencional, en contacto directo o con línea de retardo de agua. PAUT se puede utilizar para inspeccionar casi cualquier material en el que se hayan utilizado métodos UT tradicionales. En general, se utiliza para la detección y caracterización de fisuras, inspección de soldaduras y detección y caracterización de corrosión
Contacte hoy a nuestros especialistas
Lo asistiremos mediante la combinación de los mejores profesionales, altamente formado y con amplia experiencia y la utilización de la última tecnología, en un todo alineado a las mejores prácticas de gestión
Haga click en el siguiente link para concertar una reunión
Formulario de Contacto
Tipos de Scan
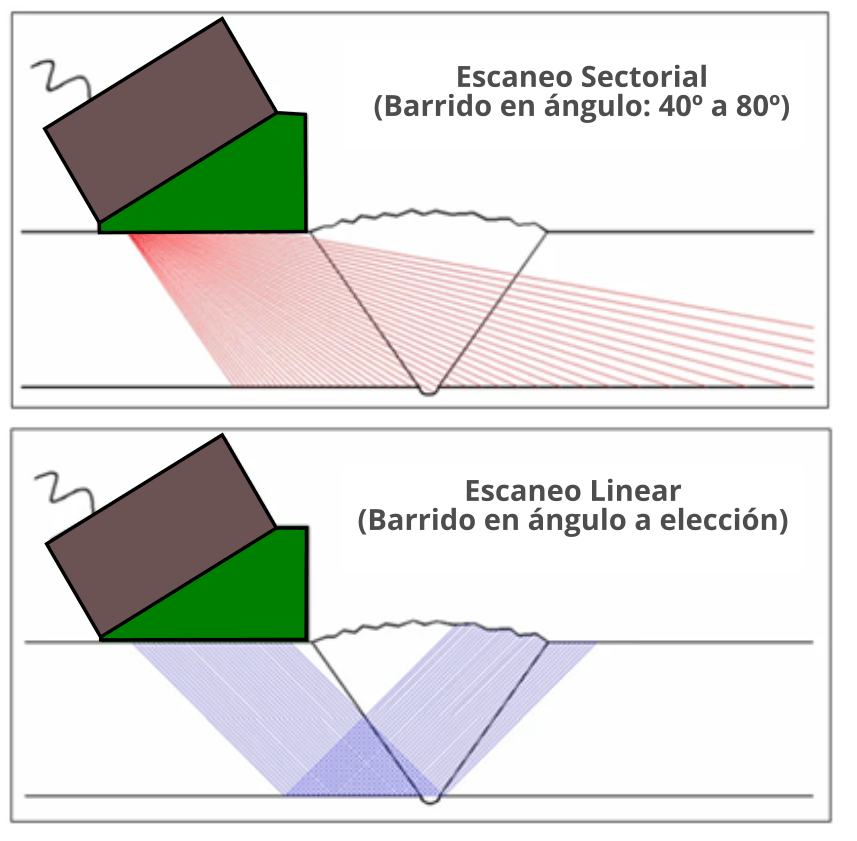
Scan Sectorial (Scan-S). El escaneo sectorial solo puede hacerse con PAUT. Los escaneos sectoriales usan los mismos elementos, pero varían los tiempos de retardo para que el haz haga un barrido a través de una serie de ángulo. El escaneo sectorial se puede utilizar para la inspección de una soldadura, abarcando la totalidad de la misma, donde los ángulos del barrido podrían abarcar dentre 25° a 80°. También puede ser utilizado para zonas críticas de inspección para detectar y caracterizar discontinuidades, como ciertos concentradores de tensión en ejes de AIB.
El Scan electrónico o lineal (Scan-Lineal), reproduce la inspección realizada moviendo manualmente una sonda UT estándar. Un haz ultrasónico se traslada a través de todo el palpador, lo que permite una inspección más rápida y, al mismo tiempo, limita el desplazamiento mecánico. La técnica combina el enfoque y la dirección del haz.
Figura 3: Muestra las configuraciones de escaneo sectorial y el lineal Phased Array
Ventajas de PAUT
Las ventajas de PAUT sobre el UT convencionales, es claramente la certeza de la inspección y la velocidad de la misma. El sistema PAUT es más fácil de usar que el UT convencional y, una vez que los operadores se capacitan, les resulta mucho más sencilla y certera la inspección. Al tener muchas señales a la vez y de diferentes ángulos, reduce la cantidad de falsas indicaciones. La mayoría de los equipos comerciales de PAUT traen un simulador de inspección que permite optimizar enormemente la eficacia en la detección de fallas.
Figura 4: Simulador y diseño de inspección con equipos como Support, Mantis, Omnisan, etc
Los ensayos PAUT generan registros permanentes, reemplazando a la radiografía industrial (RI) en construcción de pipelines. La gran ventaja es que no se genera radiación, por tanto, no es necesario interrumpir el trabajo de otras cuadrillas en las inmediaciones para realizar la inspección. En el mismo momento de la inspección se genera el Aceptable, con o sin indicaciones y, en caso de que requiera reparaciones, las mismas se informan en el instante, sin necesidad de revelados de placas. Adicionalmente, PAUT informa la profundidad y ancho de las indicaciones a comparación de RI y UT convencional.
Cobertura: al dirigir, enfocar y escanear los haces del transductor, los sistemas PAUT se pueden utilizar para inspeccionar grandes superficies rápidamente con alta resolución.
- Velocidad: Con PUAT se inspecciona en un 75% a comparación de ut convencional y un 63% de RI, sin estimar tiempos de revelado e interpretación.
- Seguridad: se elimina riesgos asociados a Radiografía Industrial y baja el riesgo al disminuir tiempos de inspección
- Precisión: el método de PAUT demuestra la capacidad de detectar discontinuidades a partir de 0,62 milímetros y ubicarla en todos los ejes de las piezas.
- Repetibilidad: un gran uso de PAUT es para el monitoreo de corrosión debido a su precisión.
Usos de Phased Array
PAUT puede utilizarse potencialmente en casi cualquier inspección donde tradicionalmente se han utilizado detectores de fallas ultrasónicos convencionales o radiografía industrial. La inspección de soldaduras y la detección de fisuras son los usos más habituales, ensayos que se realizan en muchas industrias, no solamente en la industria del oil&gas.
PAUT también se utiliza con óptimos resultados para determinar perfiles de corrosión y poder realizar un monitoreo de los mismos.
Sobre el Autor
Germán Gonzalo Rivas
Mas 24 años de experiencia en ensayos no destructivos. Notable y conocida experiencia en el rubro en SCC, inspecciones internas, ultrasonido, ultrasonido especial, ondas guiadas, etc. Realizó diversos papers sobre inspecciones y ensayos no convencionales. Inspector SNT-TC-1A En Ultrasonido Nivel 2. Inspector Ondas Guiadas Nivel 1 (TWI). Nivel 2 ASN en Partículas Magnéticas Certificación: Ultrasonido nivel 2 (ASNT)